




 當前位置:
當前位置:

 熱門(mén)推薦
熱門(mén)推薦


 在線留言(yán)
在線留言(yán) 詳情内容(róng)
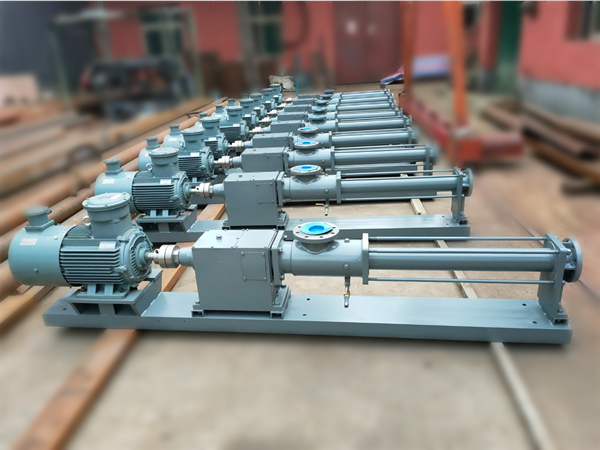
詳情内容(róng)單螺杆泵(bèng)廠家")
螺杆(gǎn)磨損五點(diǎn)原因(yīn):
1、每種(zhǒng)塑料,都有一個理想(xiǎng)塑化的加工溫度範(fàn)圍,應該控制料筒加工(gōng)溫度,使之接近這個溫度範圍。粒狀塑料從(cóng)料鬥進(jìn)入料筒(tǒng),首先會到達加料(liào)段,在加料段必然會(huì)出現(xiàn)幹性磨(mó)擦,當這些(xiē)塑料受熱不足,熔融(róng)不(bú)均(jun1)時,很(hěn)易造成料筒内(nèi)壁及螺杆表面(miàn)磨損增大。同樣(yàng),在壓縮段和均(jun1)化段(duàn),如果塑料的熔融(róng)狀态紊亂不均,也(yě)會造成磨損增快。
2、轉(zhuǎn)速應調校得當。由于(yú)部分塑料(liào)加有強化劑,如(rú)玻璃纖維、礦物(wù)質或其他填充(chōng)料。這些(xiē)物(wù)質對(duì)金屬材(cái)質的磨擦力往往比熔融塑料的(de)大得多。在注塑(sù)這些塑料時,如果用(yòng)高的轉速成,則(zé)在提高對塑料的剪切力的(de)同(tóng)時,亦将令強化相應地産生更多被撕碎(suì)的纖維,被(bèi)撕碎的纖(xiān)維含有(yǒu)鋒利末(mò)端,令(lìng)磨損力大為增加。無機礦物質(zhì)在金屬表(biǎo)面高速滑行時(shí),其(qí)刮(guā)削作用也不小。所以轉速不宜調(diào)得太高。
3、螺杆在機筒内轉動(dòng),物料與二者的摩擦(cā),使螺杆與(yǔ)機筒的工(gōng)作表面逐漸磨(mó)損:螺(luó)杆直徑逐漸縮小,機筒的内孔直徑逐漸加大。這樣,螺杆(gǎn)與機(jī)筒的配合直徑間隙(xì),随着二者的逐漸磨(mó)損而一點點(diǎn)加大。可是,由于機筒前面機(jī)頭和分流(liú)闆的阻力(lì)沒有改變,這就(jiù)增加了被擠塑物料前進(jìn)時的(de)漏流量,即物料從直徑間隙處向(xiàng)進(jìn)料方向流動量增加。結果使塑(sù)膠機械生(shēng)産量下降。這種現象又使物料在機(jī)筒内停留(liú)時間(jiān)增加,造成物料分解(jiě)。如果(guǒ)是聚(jù)乙烯,分解(jiě)産生的氯化氫氣體加(jiā)強了對(duì)螺杆和機筒的腐蝕(shí)。
4、 物料中如有碳酸(suān)鈣和玻璃纖維等填充(chōng)料,能加快螺(luó)杆(gǎn)和機(jī)筒的磨損。
5、 由于物料沒有(yǒu)塑化(huà)均勻,或是(shì)有金(jīn)屬(shǔ)異(yì)物混入料中,使螺杆(gǎn)轉動扭矩(jǔ)力突然增加,這種扭(niǔ)矩超出螺杆的(de)強度(dù),使螺杆扭斷(duàn)。這是一種非(fēi)常規事故損壞(huài)。



")
